我公司与潍坊某家居厂合作,完成该企业生产线自动化设计及MES生产制造管理项目。项目具体流程如下:
包装站改进规划
原有工作流程:

销售人员将订单用excel表下发到生产部,生产部主管根据订单交货期及设备生产能力人工进行排产,制定作业计划,并电话通知车间操作工。根据作业计划,依次进行流水线上纸箱——>流水线上填充物——>人工上板——>人工折箱——>纸箱胶带封贴——>打绑带。
更改后工作流程:

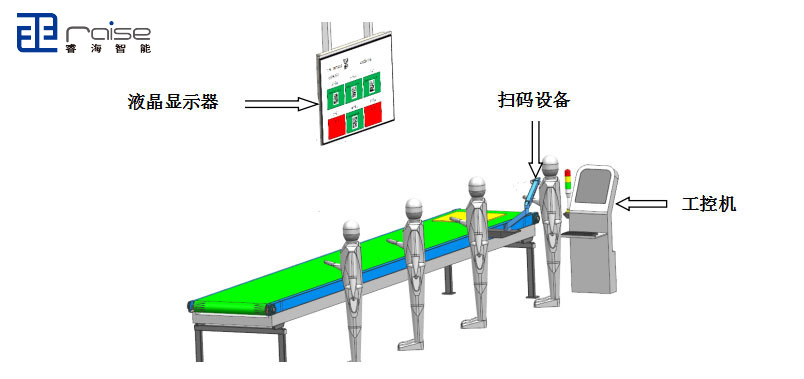
更改后包装的工站的工作流程要以板面贴有二维码为基础来实现,在设定了相应的包装规则后,物料流到包装工站时先进行扫码,为防人工生产过程中因为重复劳动疲劳出现工作失误,导致包装过程中缺料、多料、错料的出现,增加液晶显示器正对人工包装生产线并且工人可以实时看到已经一个包装中已进入产线的物料方便进行查漏补缺。如果齐套则打包,如果出现物料多出、物料混线、漏料情况流水线暂停流动报警。当所有节点完成则该生产工单完成,生产产品库并将数据上传至ERP。
人工在上板过程中只需板料经过扫码设备即可不额外增加动作。
MES基本流程图:
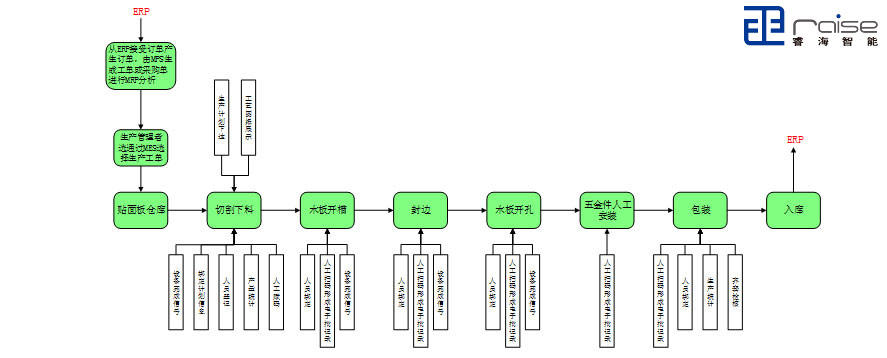
正如上图所描述,睿智MES系统从ERP接受生产订单(再生产的子产品或者成品件组成的子件工单),生产管理者在MES系统中通过甘特图进行排产,设定生产计划即决定将加工的板料,根据当前生产订单自动打开仓库领料功能关联工单,选择明细和数量,当新建产品时会建立一个工作流和BOM,根据工作流会产生车间活动(生产活动),每个工作流的节点对应一个车间活动,车间活动完成则该节点完成,切割完后将需要的信息在木板上进行二维码粘贴,搬运的工人扫码就可以看到木板应该流转到哪个工序的哪台机床,然后流转到开槽工序。开槽工位的工人通过扫描自己和工位的二维码,先将人员与设备在MES系统中绑定,然后没加工一块板料的扫码一次,以同样的方式流转经过封边、木板开孔、五金件安装、当物料流到包装工站时先进行扫码,如果齐套则打包,如果出现物料多出、物料混线、漏料情况流水线暂停流动报警。当所有节点完成则该生产工单完成,生产产品库并将数据上传至ERP。
质量管理模块
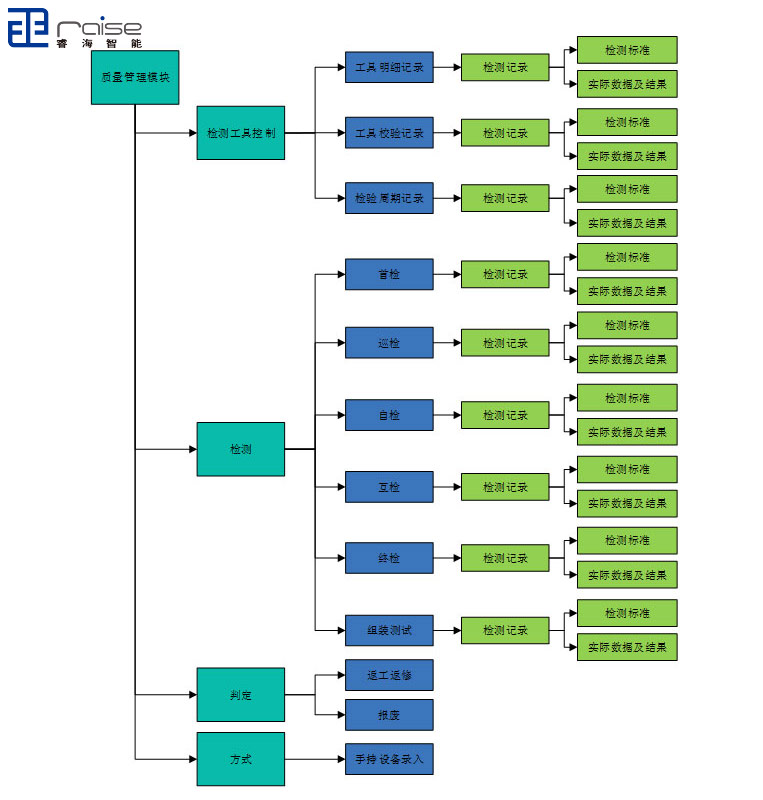
如上图所示,根据企业现场定制的睿智MES系统质量管理模块在支持质量标准管理、过程数据采集、过程质量控制、样品请验管理、偏差管理的基础上主要包含以下几个方面:
1)本工位加工人员质检包含了首检、与的自检。
2)下一工序人员的互检。
3)质检员进行的巡检。
4)包装的终检及组装测试。
判断质量不达标的产品根据瑕疵程度分成返工返修及报废,按照报废原因再可分为加工报废和材料不合格。加工的报废可以通过MES系统查看具体是谁在哪个工序出现的失误,便于追责。
3.5扫码设备固定:
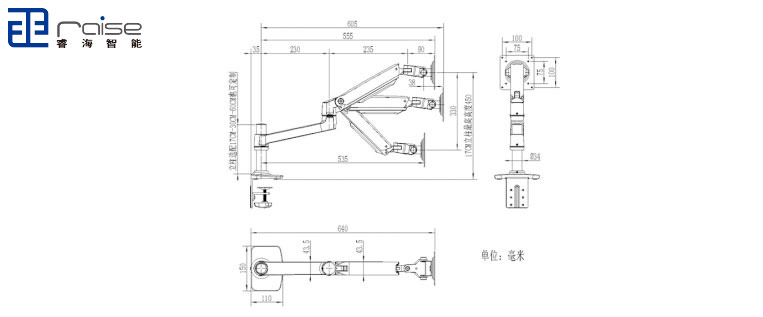
扫码设备固定选用可人工调节活动的连接方式,满足不同外形物料的扫码
3.6液晶屏幕显示内容:

有绿、红辅助显示,更加直观的表明是否齐料,显示已完成包装数量,方便车间统计
3.7编码规则:
唯一性:同种规格同种产品对应同一个产品代码,同种产品不同规格应对应不同的产品代码。根据产品的不同性质,如:重量、包装、规格、气味、颜色、形状等等,赋予不同的商品代码。
永久性:产品代码一经分配,就不再更改,并且是终身的。当此种产品不再生产时,其对应的产品代码只能搁置起来,不得重复起用再分配给其它的商品。
无含义:为了保证代码有足够的容量以适应产品频繁的更新换代的需要,最好采用无含义的顺序。
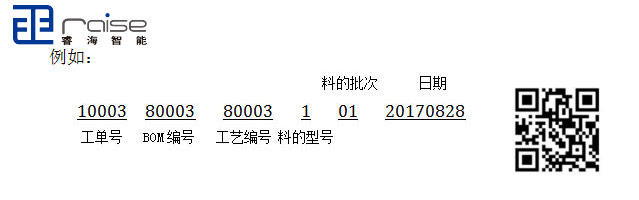
本次编码需含有以下信息:
工单号、BOM编号、工艺编号、料的批次以及料的型号,为了防止重复加上日期。